
Anyone who has ever approved a mold budget has asked this question: “How long will this mold last?”
It sounds like a simple question that should have a straightforward answer. The responses people often hear are 300,000 shots, 500,000 shots, or 1 million, but these rarely tell the whole story. Without understanding the relevant conditions—the material being injection molded, the tolerances that must be maintained, and the mold’s maintenance—the projected mold life figure is meaningless.
I have seen molds quoted for 500,000 cycles fail at 200,000 because the material was changed after the contract was signed. I have also seen molds rated for 300,000 cycles that remained within tolerance after more than 400,000 cycles because they were manufactured with built-in tolerances and received regular maintenance. This difference is not a matter of luck, but rather the result of sound engineering design and rigorous maintenance management.
This article will explore how long different types of molds last and how to make them last longer.
What Does “Mold Life Expectancy” Mean?
Before discussing specific numbers, we need to clarify exactly what mold life measures.
A common misconception is to view mold life as the critical point of catastrophic failure—that is, the number of cycles until a cavity cracks or a core breaks. In reality, a mold’s service life often ends long before that. This typically occurs when:
- Critical dimensions exceed tolerance limits, resulting in parts failing inspection.
- Surface finish deteriorates to the point where parts are rejected due to cosmetic defects.
- Excessive flash requires constant trimming by operators.
- Frequent unplanned downtime for repairs severely disrupts production schedules.
According to this definition, mold life refers to the number of cycles a mold can complete while producing parts that meet specifications without requiring unplanned intervention.
The plastics industry has established a common language for classifying mold design standards and their associated expected lifespans. When buyers and mold manufacturers discuss mold life, referring to a well-established classification system helps both parties focus the discussion on shared engineering benchmarks rather than optimistic sales projections.This classification system makes discussions more precise and helps safeguard production schedules and mold budgets. Buyers familiar with this system can ask more targeted questions and evaluate different quotes in a fair and objective manner.
How Long Is The Service Life of A Mold?
Mold life expectancy depends on two things: how the mold is manufactured and what material it runs.The SPI Mold Classification System, developed by the Society of the Plastics Industry (SPI), defines the first variable. This system classifies injection molds into 5 categories based on manufacturing standards and mold life expectancy.

| Grade | Mold Life Expectancy | Steel Material | Suitable Production Volume |
|---|---|---|---|
| SPI Class 101 | ≥1,000,000 shots | S136,NAK80,H13 Hardened,420SS | Ultra-high volume,long-term mass production |
| SPI Class 102 | 500,000~1,000,000 shots | NAK80,S136H,P20HH,718H | High volume stable production |
| SPI Class 103 | 100,000~500,000 shots | P20,718,S50C | Medium volume phased mass production |
| SPI Class 104 | 10,000~100,000 shots | Low-carbon mold steel/Aluminum alloy | Low volume trial production, limited edition |
| SPI Class 105 | <10,000 shots | Aluminum alloy,Epoxy resin, Rapid mold steel | Prototype sampling,design verification |
- Category 1: Unfilled General-Purpose Thermoplastics
This is the most forgiving category. Materials such as polypropylene, ABS, polystyrene, and unfilled polyethylene do not contain glass fiber, mineral fillers, or abrasive reinforcements. They have good flowability and relatively low mechanical and thermal stress on the mold.
For these materials, the industry has established a reliable benchmark. Molds made of pre-hardened P20 steel or equivalent steel, with cavity and core hardness in the range of 30-36 HRC, can typically withstand 100,000 to 200,000 cycles before critical dimensions begin to shift and surface finish deteriorates to an unacceptable level. This is the standard expected life of general-purpose injection molds.This is provided that the mold undergoes regular preventative maintenance, such as timely cleaning of vents, inspection of guide components, and lubrication. Without these maintenance measures, the same mold may not reach 100,000 cycles because vent blockage and ejector pin wear are not caused by the plastic itself; they are due to negligence.
The limiting factors for this type of mold are rarely the material itself. Unfilled polypropylene does not corrode steel. What truly shortens mold life is the accumulation of minute mechanical and thermal effects over hundreds of thousands of cycles: ventilation channels are slowly eroded by repeated passage of air and volatiles, guide pin bushings wear into elliptical shapes, and sharp cavity edges are rounded off by several millimeters. This wear accumulates regardless of whether the plastic contains glass fiber. With proper maintenance, such molds can sometimes exceed 300,000 cycles—but this should be considered an added advantage, not a standard requirement.
- Category 2: Glass Fiber Reinforced Engineering Thermoplastics
Once glass fiber is added to the formulation at a content of 15%, 20%, 30%, or higher, the working environment of the mold changes fundamentally. Glass fiber is abrasive. With each injection molding process, the molten plastic flows through the gate, runner, and across the cavity surface, carrying thousands of tiny glass fiber filaments, each hard enough to scratch tool steel. After tens of thousands of cycles, these scratches accumulate into measurable wear.
Common materials in this category include glass fiber reinforced nylon (PA6-GF, PA66-GF), glass fiber reinforced PBT, glass fiber reinforced PPS, and glass fiber reinforced polycarbonate. These resins are widely used in the automotive, electrical, and industrial sectors due to their high strength, stiffness, heat resistance, and reasonable material cost. However, they also increase the cost of molds.
Molds made of pre-hardened P20 steel, when using 30% glass fiber reinforced nylon, will show significant wear at the gate and parting line after 50,000 to 100,000 cycles. The gate has the highest flow rate and the most concentrated glass fiber orientation, making it prone to erosion. At the parting line, a thin layer of material is squeezed out under clamping pressure with each injection, leading to flash. Dimensional deviations subsequently appear—initially slowly, accelerating with accumulated wear. This is not a process defect but an inherent characteristic of the material itself. The surface hardness of pre-hardened steel is insufficient to resist the continuous wear of glass fibers during mass production.
For this type of material, to achieve a reasonable mold life of 300,000 to 500,000 cycles, at least hardened tool steel—H13 or equivalent—with a hardness of 48-52 HRC, and at least hard chrome plating, is required. Hardened steel resists gradual erosion, preventing rounding of cavity edges and widening of clearances. The chrome plating provides a surface for easy demolding of parts while adding a layer of wear-resistant protection. In many factories, nitriding or PVD coating has become the preferred surface treatment process for high-volume glass fiber reinforced applications because it can extend refurbishment cycles by 50% or more compared to chrome plating alone.
- Category 3: Highly Abrasive or Corrosive Compounds
These materials not only wear down the mold but also corrode it. Block molding compounds (BMCs), phenolic molding compounds, and ferrite or rare-earth-filled magnetic materials belong to this category. These thermosetting or highly filled systems combine hard, angular particles with high processing temperatures (typically 140–170°C), and, for thermosetting materials, release chemically active byproducts during the curing process.
The lifespan of this type of mold is calculated differently than the first two categories. The question is not “How many cycles can the mold undergo before it’s scrapped?”, but rather “How many cycles can be performed between two refurbishments, and how many refurbishment cycles can the mold withstand?” This difference is crucial because the refurbishment plan becomes a specific item in the production plan.
A BMC mold made of hardened H13 steel and hard chrome plating may require refurbishment after 300,000 cycles. Refurbishment involves disassembling the mold, repolishing cavity surfaces dulled by abrasive fillers, recutting venting channels clogged by corrosion or cured resin residue, and resurfacing. This is no small service; it leads to mold downtime and incurs significant costs. However, this is the inevitable price to pay for using materials such as fiberglass, mineral fillers, and chemically cured materials within the same cavity.
Utilizing PVD coatings, such as CrN, TiN, or newer multilayer systems, can extend refurbishment cycles to 250,000 cycles or even longer. These coatings achieve surface hardness exceeding 2000 HV, far surpassing chromium, and reduce the coefficient of friction with the molding material. For ferrite-filled magnetic molding compounds, where the filler particles are harder and more angular than standard mineral fillers, the PVD coating often determines whether the mold can successfully complete its entire production cycle or be forced to halt production due to emergency repairs.
These molds, including their steel, structure, and alignment systems, are meticulously designed for durability. However, their maintenance costs are significantly higher than those of Class I and II molds, so this must be considered from the outset in the production budget.
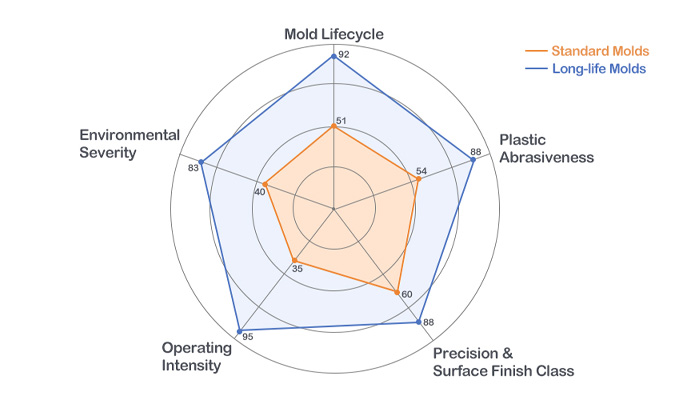
What Factors Affect Mold Life Expectancy?
Mold life is not determined by a single decision, but rather by the cumulative effect of a series of decisions, including steel selection, heat treatment, surface treatment, and mold design. Below are four of the most influential factors, based on my experience.
1 – Steel Selection
Steel grade is fundamental; it determines the upper limit of mold life, even before any cavity size is cut.
For small batches or prototyping of a few thousand to fifty thousand cycles, pre-hardened steel, such as P20 (hardness 30–36 HRC), is a wise choice. They are easy to machine and have lower initial costs.
For production volumes exceeding one hundred thousand cycles, especially with materials containing glass fiber or mineral fillers, pre-hardened steel will wear. Cavity edges will round, parting lines will develop flash, and dimensions will shift. For these applications, hot-work die steel, such as H13 (DIN 1.2344) with a hardness of 48–52 HRC, is the practical minimum standard. H13 steel resists thermal fatigue cracking, a network of fine cracks that gradually forms on the surface of steel after hundreds of thousands of cycles between ambient and forming temperatures.
For the most demanding applications, such as highly abrasive thermosetting compounds, high-glass fiber engineering resins, or magnetic molding powders, powder metallurgy steel, stainless steel tool steel suitable for corrosive environments, or carbide inserts in high-wear areas should be considered. These materials increase costs but are often the only way to achieve mold life matching multi-year production plans.
Most buyers don’t ask, “Is the steel hardened?”, but rather, “What steel grade do you specify? What treatment has it undergone? Why is this grade suitable for my material and production volume?”
2 – Heat Treatment
The hardness values on the inspection report do not guarantee that the dimensions of mold components will remain stable over a ten-year production process.
The correct heat treatment for cavity and core components follows this sequence: rough machining, stress relief, finish machining, quenching, and multiple tempering cycles.Stress relief: This step is often omitted under tight delivery schedules. Stress relief releases internal stresses introduced during machining and stresses left over from the original forming process of the steel. Without stress relief, the component will carry internal stresses into the quenching furnace, leading to uneven stress release and deformation.
To ensure the service life of precision molds, vacuum heat treatment has become the standard process because it minimizes surface decarburization and oxide scale formation. While triple tempering increases time and cost, it yields the most stable microstructure and directly improves the mold’s ability to maintain dimensional stability throughout its service life.
3 – Surface Engineering
The molding material only contacts the surfaces of the cavity and core. Wear, adhesion, and corrosion occurring at this interface determine the quality of the part and the rate at which the mold’s life is consumed.
- Hard chrome plating remains widely used. Chrome plating layers with a thickness of 0.01–0.05 mm can achieve a hardness of 900–1,100 HV and offer good release properties and corrosion resistance. The quality of the plating process is crucial; poor adhesion or insufficient thickness can lead to peeling within 50,000 cycles.
- Nitriding involves diffusing nitrogen into the steel surface to form a hard nitrided layer without a visible coating. Surface hardness can reach 900–1,200 HV with no risk of delamination. However, a disadvantage is increased brittleness, which may make it unsuitable for geometries with sharp corners.
- Physical vapor deposition (PVD) coatings, such as chromium nitride (CrN), titanium nitride (TiN), and novel multilayer coating systems, can achieve hardness exceeding 2000 HV. Due to their low-temperature deposition, these coatings prevent substrate deformation. For molds using abrasive materials, PVD coatings can extend refurbishment intervals by two to three times and directly extend mold life.
Coating selection should not be arbitrary but based on the molding material, expected cycle count, and tolerance requirements.
4 – Mold Design and Thermal Control
Mold life is affected by many factors, one of the most critical factors being the structural and thermal design of the mold.
The thickness of the base plate and the position of the support pillar determine the amount of mold deformation under clamping force and injection pressure. Even slight deformation, such as causing the parting line to open, can accelerate wear on the parting surface and increase stress on the guide pin. Relative to the total cost of the mold, the cost of adding backing material is not high, but it can significantly extend the service life of the mold.
Essential to barebones in the long run. Tapered interlocking devices provide progressive self-alignment during mold closing and compensate for thermal expansion at operating temperatures. Hardened and ground guide components resist wear and prevent gaps and misalignments.
Thermal control is an invisible driver of mold aging. Uneven temperature distribution causes uneven thermal expansion, which creates internal stresses that accumulate with each cycle. After tens of thousands of cycles, this stress manifests itself as surface cracks and dimensional drift. Proper thermal design should keep heating or cooling channels at a constant distance from the cavity surface and increase channel density near the mold edge. Conforming channels designed along the cavity contour provide more uniform heat transfer compared to straight drilled channels.
All other conditions being equal, a mold with a cavity surface temperature deviation of ±3°C will age more slowly than a mold with a deviation of ±10°C. Mold life is directly related to thermal uniformity.
Why Mold Life So Important?
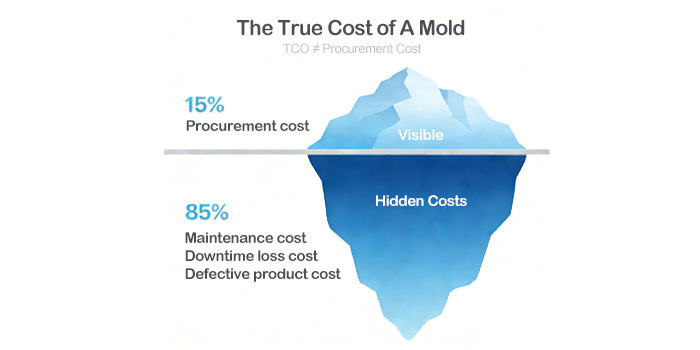
Focusing on mold lifespan isn’t just talk,it’s directly reflected in production budgets.
If molds reach the end of their lifespan prematurely, it triggers a series of cascading costs. The most obvious is the cost of mold replacement, which is often off-budget but always urgent. Less obvious but equally real costs include the cumulative costs of performance degradation:
- Increased scrap rates due to dimensional deviations
- Increased operator intervention due to flash
- Unplanned downtime due to emergency repairs.
Furthermore, there are the costs of lost production capacity. Molds out of service due to unplanned repairs cannot produce parts. If the mold is raw material for a customer’s assembly line, the losses extend beyond the mold shop, affecting delivery delays, production line downtime, and reputational damage.
Extending mold lifespan through proper design and maintenance can avoid these costs. The initial premium paid for better steel, proper heat treatment, and suitable surface coatings will be recouped over the mold’s lifespan through predictable production, lower scrap rates, and avoidance of premature replacements.
Does Proper Maintenance Extend Mold Life?
Yes. Even well-designed molds that are poorly maintained will fail prematurely. Design determines the upper limit of mold life, while maintenance determines how well that upper limit is achieved.
Preventative maintenance follows a cycle-based plan. After reaching the prescribed number of cycles, the mold is removed from the production line for disassembly, cleaning, and inspection. Critical cavity dimensions are verified. Venting channels, gradually eroded by the flow of abrasive materials, are also inspected, and if their width exceeds specifications, they need to be recut. Ejector pins, return springs, seals, and O-rings are replaced before failure.
This type of maintenance does incur costs, but these are negligible compared to the losses from unplanned downtime. A broken ejector pin during production can leave scratches on the cavity surface. What could have been a simple ejector pin replacement becomes a major repair requiring welding and remachining, costing thousands of dollars and causing mold downtime for several days.
Molds that are difficult to maintain do not receive the necessary maintenance. Therefore, ease of maintenance design, including easily accessible consumable parts, clear maintenance schedules, and simple disassembly methods, is a crucial component of mold lifespan. Mold manufacturers who prioritize the entire lifecycle design of their molds will consider ease of maintenance as a primary factor, rather than something to consider only after the fact.
How to Determine the Mold Life Expectancy During Procurement?
When preparing mold specifications or comparing quotes, simply stating the required number of cycles is insufficient. Mold life must be linked to its achievable conditions.
A useful specification should include:
- Expected annual production volume and total project cycle
- The material to be molded, including infill type and infill rate
- The critical tolerances that must be maintained throughout the mold’s lifespan
- The surface finish requirements for the initial stage of the mold and the acceptable surface finish at the end of its lifespan
- The maintenance schedule that can be reasonably arranged within the production plan
With this information, a qualified mold manufacturer can propose appropriate steel grades, heat treatment processes, surface treatments, and design options to meet the required mold lifespan and explain the rationale behind each choice. Otherwise, the mold manufacturer can only work based on assumptions.Therefore, questions worth asking during the quotation stage include:
- “Using my materials, what is the expected refurbishment cycle for this mold?”
- “What vulnerable parts should we stock?”
- “What maintenance plan do you recommend? How are maintenance access routes considered in the mold design?”
If the mold manufacturer can provide specific, engineering-based answers to these questions, it indicates that the mold’s lifespan was considered during the design process, rather than as an afterthought.
Conclusion
The question in the title: How to extend the lifespan of injection molds?
Extending mold life begins with selecting steel suitable for the material and production volume. Secondly, heat treatment is needed to stabilize the microstructure, not just to achieve a certain hardness value. It depends on the surface treatment chosen for the specific wear environment, not the default applied surface treatment. It requires structural and thermal design to minimize deformation and maintain temperature uniformity over hundreds of thousands of cycles. Finally, it requires planned preventative maintenance, rather than reactive emergency response.
For buyers, the most important decision is not which quote to approve, but which mold manufacturer to work with. Mold manufacturers who can explain their steel selection, heat treatment processes, surface coating choices, and thermal design in engineering terms (not sales language) are the ones who truly integrate mold lifespan into their mold design.
The best time to extend mold life is before the first cut of steel. After that, the foundation is laid. Maintenance can protect what is already there, but it cannot add anything that was not there before.
Author’s Note
“I’ve been working in the mold industry for nearly twenty years, handling everything from design and manufacturing to mold operation, and occasionally repairing molds that fail prematurely. When clients ask about mold lifespan, I don’t simply give them a standard figure. Instead, I engage in an in-depth discussion to understand what products they plan to injection mold, how many parts they need, and what “acceptable quality” means to them. This article is a record of that conversation.“
Discuss Your Tooling Requirements
We deliver mold design, plastic raw material compounding, and molding production as a turnkey service.
- Integrated supply chain
- Experts in all types of electric motor molds
- Plastic‑bonded magnet solutions
- Engineered from production experience
Wontech is trusted by industry leaders
- 20+ years
- ISO 9001
- 40+ patents
- No.2, South Huatai East Road, Caosan PioneerPark,ZhongShan,Guangdong,China
- +86 13326981626
- ocean.h@wanglai.cn
CAPABILITIES
COMPANY




Copyright ©2026 Wontech | Powered by Wontech.All Rights Reserved.