The Practical Advantages of Thermosetting Plastics
This guide describes the properties of thermosetting plastics and is intended for engineers, procurement professionals, and anyone who needs to choose between thermosetting and thermoplastic materials.
Harry Huang
Last updated on Apr. 8, 2026

We spend a great deal of time discussing material selection with our customers. Some already know they need thermoset materials but want to understand the various pros and cons. Others have been using nylon or PBT for injection molding the same parts for years and are wondering whether switching to thermoset materials is worth the investment in new molds. This article is intended for both types of customers. This article will focus on the real-world advantages that translate into actual parts, rather than just the benefits listed in data sheets. I aim to make the comparison more practical, because ultimately, the choice of material is about solving problems, not winning a specs race.
What Are Thermosetting Plastics?
All plastics can be divided into the following two categories: Thermoplastics and Thermosets.
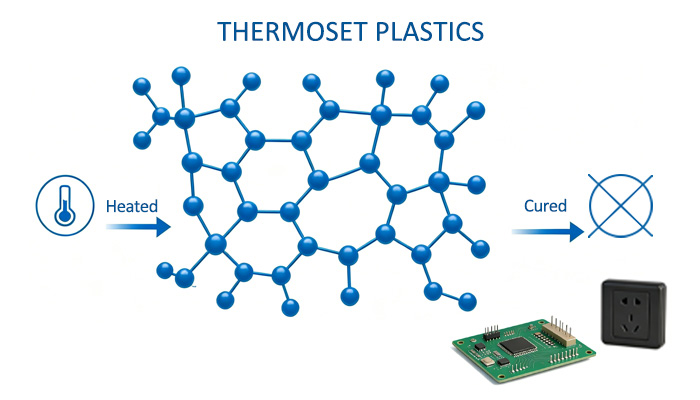
Thermosetting plastics also known as thermosets,are polymers that undergo a chemical cross-linking reaction when heated to a certain temperature, curing into a solid form. Once cured, they cannot be softened or melted by reheating; instead, they will decompose or carbonize.
The chemical cross-linking reaction that occurs during the molding process of thermosetting plastics involves resin molecules forming permanent covalent bonds to create a three-dimensional network structure. This process is irreversible, and it is precisely this irreversibility that gives thermosetting plastics their unique advantages.
Common Types
- Bulk Molding Compound (BMC)
- Phenolic Resins
- Epoxy Molding Compounds
- Diallyl Phthalate (DAP)
- Polyurethane
Each formulation has its own unique properties, but they all share the same cross-linked structure—and thus offer a range of core performance characteristics that make them indispensable in demanding electrical, thermal, and mechanical applications.
6 Key Advantages of Thermosetting Plastics
1 – Thermal Performance: Remain Solid After Heating
When components need to maintain their shape and strength under sustained high temperatures, the performance of thermosetting plastics is unmatched by that of thermoplastics.
- Continuous Service Temperature
While glass-fiber-reinforced nylon parts may withstand occasional temperatures as high as 180°C, their continuous service temperature is typically around 120–140°C. In contrast, BMC and phenolic resin compounds can typically operate continuously at temperatures of 180–200°C. Specialty-grade materials can even withstand temperatures exceeding 250°C for short periods.
In applications such as electric motors, thermostat housings, or circuit breakers, sustained high temperatures are a normal part of operation. Under such thermal loads, thermoplastic parts gradually soften, creep, and lose their clamping force on inserts and connectors. Fully cured thermoset parts maintain their structural integrity until the temperature reaches their degradation point—where degradation refers to decomposition, not melting.
- Coefficient of Thermal Expansion and Thermal Conductivity
Thermosetting plastics, particularly those with high levels of mineral or glass fillers, have a lower coefficient of thermal expansion than unfilled thermoplastics. For example, the coefficient of thermal expansion of BMC (Bulk Molding Compound) can be formulated to levels approaching those of steel or aluminum. This is critical when plastic components need to maintain dimensional consistency with metal inserts or housings over a wide temperature range.
Thermal conductivity is another factor that is often overlooked. Many filled thermosets exhibit higher thermal conductivity than unfilled thermoplastics. This is particularly important in applications requiring heat dissipation, such as motor housings, power electronics enclosures, and lighting components.
2 – Dimensional Stability: Maintaining Tight Tolerances Over Time
- Low Mold Shrinkage
Highly filled thermoset materials exhibit extremely low shrinkage during molding, typically ranging from 0.2% to 0.8%, with some grades exhibiting shrinkage rates approaching zero. This allows mold manufacturers to maintain tolerances that are difficult to achieve with semi-crystalline thermoplastics, which typically have shrinkage rates ranging from 1.5% to 3% or higher.
For motor stator encapsulation, where concentricity between the stator bores and the molded bearing seats must be within a few hundredths of a millimeter, low shrinkage is critical. It is the only reliable way to meet specification requirements.
- Creep Resistance Under Load
Creep refers to the slow, permanent deformation of a material under sustained stress. Thermoplastics are inherently viscoelastic. The application of a sustained load (especially at high temperatures) causes the material to flow over time. In thermoplastic enclosures, the clamping force at bolted joints gradually decreases as the material creeps away from the fasteners.
The cross-linked structure of thermoset materials resists creep more effectively. This is why thermoset parts are capable of retaining press-fit inserts, maintaining bearing preload, and keeping electrical connectors secure over decades of service life.
- Comparison of Moisture Absorption
Nylon absorbs moisture directly from the air—at saturation, it can absorb 2% to 3% of its weight in moisture. The absorbed moisture acts as a plasticizer, reducing strength and stiffness. Parts also undergo physical expansion. Precision parts that pass inspection in winter may exceed tolerance limits by summer.
Most thermoset compounds, including BMC and epoxy molding compounds, exhibit extremely low moisture absorption. The dimensions of parts as they exit the mold are identical to those of the final molded product and are unaffected by ambient humidity.
3 – Electrical insulation: Key Performance For Quiet Operation
- Dielectric Strength and Arc Resistance
Thermosetting plastics were the first electrical insulation materials and remain the material of choice for high-voltage and high-reliability applications. BMC, phenolic resin, and epoxy resin composites possess sufficient dielectric strength for use in switchgear, motor windings, and power distribution equipment. Crucially, they maintain these properties even under high-temperature operating conditions.
Arc resistance—the ability to prevent the formation of conductive carbon tracks on the surface under high-voltage arcing—is another outstanding property of thermosetting materials. In circuit breakers and arc-extinguishing chambers, this is a safety requirement rather than a mere bonus.
- Tracking Resistance
The Comparative Tracking Index (CTI) of electrical-grade BMC formulations typically exceeds 600 volts. In practice, this means the material resists the formation of conductive pathways when a contaminated surface is exposed to moisture and voltage. This capability is critical for motor windings, terminal blocks, and outdoor electrical equipment, where surface contamination and humidity are inevitable.
4 – Chemical and Environmental Resistance
Cross-linked thermoset networks inherently possess excellent resistance to chemical corrosion. Motor oil, transmission fluid, fuel, refrigerants, and many industrial solvents do not affect thermoset components—they do not cause swelling, softening, or surface corrosion. This makes them an ideal choice for automotive engine compartment components, compressor parts, and fluid handling equipment.
Their environmental resistance extends beyond chemical corrosion. While certain thermoplastics become brittle after prolonged exposure to ultraviolet (UV) radiation, many thermoset formulations maintain their surface integrity and mechanical properties with minimal performance degradation, even after years of outdoor use.
5 – Fire Resistance and Safety
One of the most notable differences between thermosetting and thermoplastic materials is evident in fire. Thermoplastics soften, melt, and drip, often spreading flames to objects below. Thermosetting plastics, on the other hand, char. They form a stable, insulating carbon layer that helps protect underlying components and, more importantly, do not produce burning droplets.
This charring characteristic stems from their cross-linked structure. Many BMC and phenolic resin grades achieve UL 94 V-0 rating without the addition of halogenated flame retardants. For public transportation, aerospace, and enclosed electrical applications where smoke density and toxicity are strictly regulated, specific thermoset formulations can meet the most stringent standards without increasing the difficulty of material processing.
6 – Design and Processing Flexibility
- Insert Molding and Encapsulation
Thermosetting materials are ideal for encapsulating metal inserts, coils, and electronic components. When heated and pressurized, the compound’s viscosity decreases, allowing it to flow into every detail of the mold cavity. It then cures into a rigid state, securely holding the inserts in place and preventing displacement or short circuits.
Motor stator encapsulation is a typical example. The wound stator—including laminations, copper windings, and leads—is placed into the mold cavity. A thermosetting plastics is then injected to form a monolithic insulating shell. Thermoplastic materials struggle in this application: high-temperature melting and injection pressure can damage the winding insulation, while post-molding shrinkage can cause the encapsulation to crack or leave internal voids.
- Wall Thickness and Flow Properties
Thermoset compounds can fill walls as thin as 1 mm or thinner and traverse relatively long flow paths. The key lies in the material’s viscosity dropping sharply when heated within the mold. These flow characteristics enable the design of compact, lightweight parts and allow for the integration of various functions that would typically require multiple thermoplastic components and secondary assembly steps.
Thermosets vs. Thermoplastics: Choosing the Right Material
No single material excels in every aspect. The table below lists the differences between thermoplastic and thermosetting plastics.
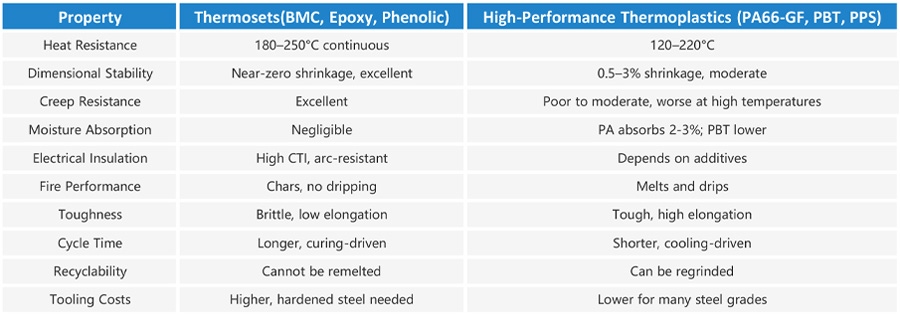
| Property | Thermosets(BMC, Epoxy, Phenolic) | High-Performance Thermoplastics (PA66-GF, PBT, PPS) |
|---|---|---|
| Heat Resistance | 180–250°C continuous | 120–220°C |
| Dimensional Stability | Near-zero shrinkage, excellent | 0.5–3% shrinkage, moderate |
| Creep Resistance | Excellent | Poor to moderate, worse at high temperatures |
| Moisture Absorption | Negligible | PA absorbs 2-3%; PBT lower |
| Electrical Insulation | High CTI, arc-resistant | Depends on additives |
| Fire Performance | Chars, no dripping | Melts and drips |
| Toughness | Brittle, low elongation | Tough, high elongation |
| Cycle Time | Longer, curing-driven | Shorter, cooling-driven |
| Recyclability | Cannot be remelted | Can be regrinded |
| Tooling Costs | Higher, hardened steel needed | Lower for many steel grades |
If the part requires high toughness and fast cycle times, thermoplastics are the ideal choice. However, if a part needs to maintain tight tolerances for tens of thousands of hours at temperatures as high as 180°C without creeping, thermosets are the only sensible option.
Limitations of Thermosetting Plastics You Need to Know
Thermosetting materials offer distinct advantages in demanding applications. However, it is essential to thoroughly understand their strengths and weaknesses before selecting materials and molds.
- Brittleness and low impact strength
The cross-linked structure of thermosetting materials provides them with heat resistance and creep resistance, but it also makes them rigid and brittle. When subjected to impact, thermoset components will crack or shatter, whereas highly ductile thermoplastic components will only sustain dents. Common design features of thermoplastic components—such as snap-fits, movable hinges, and flexible clamps—are generally not suitable for thermoset materials. If a component must withstand repeated mechanical shocks, thermoset materials may not be the optimal choice.
- Longer molding cycles
Thermoplastics cure as soon as the mold absorbs sufficient heat. Thermoset materials, however, require a chemical curing reaction, which takes time. The curing time for injection-molded bulk molding compounds (BMC) is roughly 10 to 20 seconds per millimeter of wall thickness. Compression molding cycles, on the other hand, can take several minutes. For high-volume, thin-walled parts where every second counts, fast-cycling thermoplastics can offer significant production efficiency advantages.
- Higher tooling cost
BMC and other filled thermoset plastics are abrasive. Glass fibers and mineral fillers wear down unprotected steel. Combined with the release of mildly corrosive byproducts during curing, this means thermoset molds require hardened tool steel—typically H13 steel with a hardness of 48–52 HRC—as well as surface treatments such as chrome plating or PVD coatings. The upfront mold investment is higher than for equivalent thermoplastic molds, and in some cases, significantly so.
- Cannot be recycled or remelted
Gates, runners, and scrap from thermoplastic molds can be ground down and reused in production. Thermoset plastics do not offer this capability. Once the material cures, a chemical reaction has occurred. Unless a warm runner system is used, gate and runner scrap must be discarded directly. For high-volume production, this material waste increases operating costs and should be factored into return-on-investment calculations.
- Post-molding rework is limited
Thermoplastic parts with minor defects can sometimes be reworked by heating. Thermoset parts, however, cannot be reworked. If a part is out of dimension or has surface defects, it is typically scrapped. Both the mold and the process must be precise, as there is no second chance once the material has cured.
These limitations do not mean that thermosetting materials are inherently inferior. They simply define the conditions under which thermosetting materials are suitable. In our experience, successful projects are those where these pros and cons are recognized early on, incorporated into the design, and factored into the total cost—rather than discovering these issues only after the mold has been cut.
Typical Applications of Thermosetting Plastics
Thermoset components have an extremely wide range of applications; they are indispensable in any situation where high temperatures, high pressure, and chemical corrosion must be withstood without the slightest compromise.
- Electric motors: Stator encapsulation, rotor insulation, terminal blocks, brush holders
- Power Distribution: Circuit breaker housings, arc-extinguishing covers, switchgear insulators, busbar supports
- Automotive: Throttle body sensors, ignition assemblies, thermostat housings, oil pump stators, engine compartment connectors
- Plastic-bonded magnets: Rotor rings, sensor magnets, encoder wheels, magnetic actuators
- Aerospace and Defense: Connectors, potting compounds, radar domes, thermal insulation layers
- Home Appliances: Oven handles, heating element brackets, washing machine structural brackets
- Industrial equipment: Pump housings, valve bodies, compressor components

Conclusion
Thermosetting plastics are not the answer to every molding problem. They place higher demands on molds, involve longer production cycles, and require greater upfront investment. However, thermosetting plastics excel when a component must withstand high temperatures sufficient to soften thermoplastics, maintain precise dimensions through years of humidity cycling, provide electrical insulation and leak protection, and char rather than drip in the event of a fire.
The key lies in selecting the right material for the specific application and then designing the mold and process based on that material’s properties. Therefore, it is crucial to partner with a supplier capable of treating materials, molds, and molding as an integrated system. Whether the project involves motor stator encapsulation, molds for bonding magnets to plastic, or structural electronic components, the starting point remains the same: thoroughly understanding the material’s properties and building the process around them.
Author’s Note
“As a mold manufacturing company, most of our work involves motor components and parts designed for various specialized environments. In these applications, the choice of material directly determines the success or failure of the mold. Over the years, I’ve been asked “Why choose thermoset materials over thermoplastic materials?” countless times.
This article aims to compile those answers. It is not intended to promote any specific material, but rather to provide a practical summary of the advantages and limitations of thermoset materials. I hope this article will help you make a more informed decision, regardless of whether we ultimately work together.”
Choose the Right Material for Your Parts
We deliver mold design, plastic raw material compounding, and molding production as a turnkey service.
- Integrated supply chain
- Experts in all types of electric motor molds
- Plastic‑bonded magnet solutions
- Engineered from production experience
Wontech is trusted by industry leaders
- 20+ years
- ISO 9001
- 40+ patents
- No.2, South Huatai East Road, Caosan PioneerPark,ZhongShan,Guangdong,China
- +86 13326981626
- ocean.h@wanglai.cn
CAPABILITIES
COMPANY




Copyright ©2026 Wontech | Powered by Wontech.All Rights Reserved.