BMC Plastic Mold & Molding Service
- Exceptional durability that extends tool life and reduces operating costs
- Superior reliability in demanding environments for critical components
- Enables high-efficiency, precise molding of complex geometries for productivity
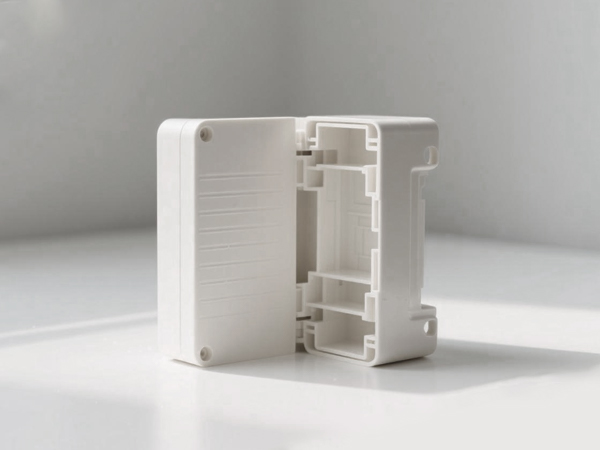
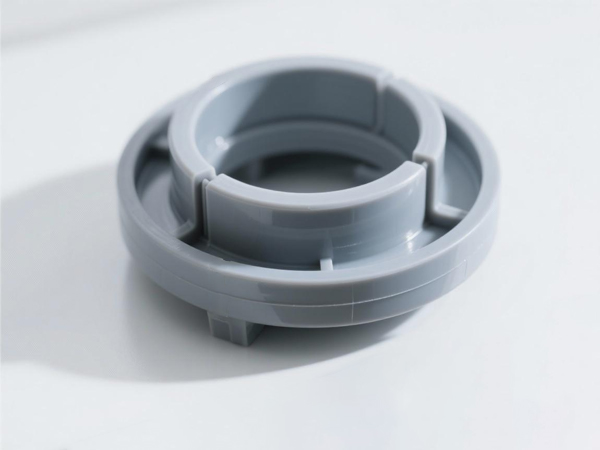
Bulk Molding Compound(BMC) is a thermosetting composite material containing a high proportion of glass fiber and mineral fillers. This allows it to integrate the strength of metals, the heat resistance of ceramics, and the moldability of plastics, possessing excellent electrical insulation, dimensional stability, and corrosion resistance, and capable of withstanding long-term high temperature, high humidity, and electrical stress environments. Therefore, it is widely used in the manufacture of components requiring high reliability, complex structures, and harsh operating conditions, such as insulating end caps for new energy vehicles and high-voltage stator packaging housings.However, this is also a double-edged sword; the hard fillers and fibers can severely abrade the mold during molding, posing significant challenges to the mold’s wear resistance, thermal management, and venting design.
Due to its unique properties, BMC molds differ from other molds and are more challenging to manufacture. Therefore, we have developed a mold design and manufacturing system specifically tailored to the characteristics of BMC material.

Our Technology In BMC Molds
A superior BMC mold is a deep integration of materials science, fluid mechanics, thermodynamics, and precision manufacturing. It is not only a tool for production but also a key guarantee for 100% conversion of the potential of BMC materials into product performance. Our professional team has extensive experience in the design and production of bulk cermet (BMC) molds, enabling us to manufacture high-precision molds that meet the most stringent quality standards.
BMC Material Dedicated Mold Design
- Optimized runner and gate: Utilizing full-pressure or wide-mouth gates ensures smooth filling of high-viscosity BMC material, reducing fiber damage and uneven orientation.
- Efficient venting and collection system: Designed with ample venting channels and dedicated collection wells to expel reaction gases and cold material, preventing scorching and material shortage.
- Wear-resistant and corrosion-resistant cavity treatment: Special steel is selected and surface-hardened for the cavity to address the abrasive and chemically corrosive properties of BMC.
- Hot runner system design: Balanced heating/cooling piping ensures rapid and uniform curing of BMC material, shortening the cycle time.

Thermal Management Technology
- Equal Temperature Control System:ntelligent flow channel design ensures the mold surface temperature difference is controlled within ±2°C, preventing uneven curing of BMC material.
- Thermal Deformation Compensation Design:Based on the coefficient of thermal expansion, a preset reverse deformation amount ensures the mold automatically reaches the ideal shape at operating temperature.
- Rapid Heat Exchange Mold Structure:Utilizes a microchannel cooling network, increasing heat exchange efficiency by 40% and shortening the BMC product molding cycle.
- Mold Temperature Zoning Control System:Independent temperature control zones provide precise adjustment, meeting the curing requirements of different locations on the motor components and reducing internal stress.
Wear-resistant Solutions
- Critical mold component surface strengthening technology:Crystallization treatment of punching edges increases hardness to HV1200, extending lifespan by 2-3 times.
- Replaceable insert design for extended lifespan:Modular inserts in high-wear areas reduce maintenance time by 70%, lowering total lifespan costs.
- Special coating application:DLC coating reduces the coefficient of friction to 0.1, effectively resisting glass fiber abrasion.
- Wear monitoring and predictive maintenance:Real-time monitoring of critical dimensional changes provides early warnings, preventing sudden downtime losses.
Our Technology In BMC Molds
A superior BMC mold is a deep integration of materials science, fluid mechanics, thermodynamics, and precision manufacturing. It is not only a tool for production but also a key guarantee for 100% conversion of the potential of BMC materials into product performance. Our professional team has extensive experience in the design and production of bulk cermet (BMC) molds, enabling us to manufacture high-precision molds that meet the most stringent quality standards.
BMC Material Dedicated Mold Design
- Optimized runner and gate: Utilizing full-pressure or wide-mouth gates ensures smooth filling of high-viscosity BMC material, reducing fiber damage and uneven orientation.
- Efficient venting and collection system: Designed with ample venting channels and dedicated collection wells to expel reaction gases and cold material, preventing scorching and material shortage.
- Wear-resistant and corrosion-resistant cavity treatment: Special steel is selected and surface-hardened for the cavity to address the abrasive and chemically corrosive properties of BMC.
- Hot runner system design: Balanced heating/cooling piping ensures rapid and uniform curing of BMC material, shortening the cycle time.
Thermal Management Technology
- Equal Temperature Control System:ntelligent flow channel design ensures the mold surface temperature difference is controlled within ±2°C, preventing uneven curing of BMC material.
- Thermal Deformation Compensation Design:Based on the coefficient of thermal expansion, a preset reverse deformation amount ensures the mold automatically reaches the ideal shape at operating temperature.
- Rapid Heat Exchange Mold Structure:Utilizes a microchannel cooling network, increasing heat exchange efficiency by 40% and shortening the BMC product molding cycle.
- Mold Temperature Zoning Control System:Independent temperature control zones provide precise adjustment, meeting the curing requirements of different locations on the motor components and reducing internal stress.
Wear-resistant Solutions
- Critical mold component surface strengthening technology:Crystallization treatment of punching edges increases hardness to HV1200, extending lifespan by 2-3 times.
- Replaceable insert design for extended lifespan:Modular inserts in high-wear areas reduce maintenance time by 70%, lowering total lifespan costs.
- Special coating application:DLC coating reduces the coefficient of friction to 0.1, effectively resisting glass fiber abrasion.
- Wear monitoring and predictive maintenance:Real-time monitoring of critical dimensional changes provides early warnings, preventing sudden downtime losses.
Our Differentiated BMC Molding Service
Our unique advantage lies in the deep integration of mold design and molding processes. From the mold design stage, we fully consider process feasibility. We don’t follow the traditional model of mold delivery being the end of the process; we treat the mold as a core component of the process system, ensuring that 90% of potential production problems are resolved during the design phase. Choosing Wontech means you get more than just a mold; you get a mature and reliable complete production system.
Co-design Of Molds And Molding Processes
- Mold 3D thermal flow analysis and actual temperature distribution comparison verification showed deviation controlled within ±2°C.
- Intelligent gate design, combined with injection pressure profile, eliminates glass fiber accumulation and surface fiber floating.
- Temperature zoning control dynamically adjusts based on BMC curing exothermic characteristics.
- Mold surface treatment and demolding parameters are synergistically optimized, reducing ejection force by 30%.
Mass Production Support
- Monitoring key parameters: mold temperature field distribution, clamping force stability, filling pressure curve, etc.
- Establish a process stability index; trigger an early warning when the deviation from the preset safety range is 10% to prevent batch quality issues.
- Production stability reports include core KPIs such as yield trends, downtime cause analysis, and status assessment of key mold components.
- Several dedicated BMC molding machines ensure daily production capacity.
Choose Wontech, And You Will Get
- Custom BMC Mold Design And Prototyping
- BMC Molding And Mass Production Services
- BMC Mold Maintenance And Repair
- Consulting And Technical Support
- Material Recommendations And Selection
- Production Optimization And Efficiency Improvement
Advantageous Applications Of BMC Materials
Leveraging our expertise in BMC mold making, we have mastered the engineering challenges of electrical insulation and high-temperature applications. Our molds are not merely manufacturing tools, but precision-designed systems designed to consistently produce high-quality components with zero defects. Our application-specific expertise solves our customers’ most demanding component manufacturing challenges while remaining cost-effective. When performance, safety, and reliability must coexist, our application-centric BMC molding solutions deliver consistent results that exceed industry standards and customer expectations.

Circuit Breaker Housing
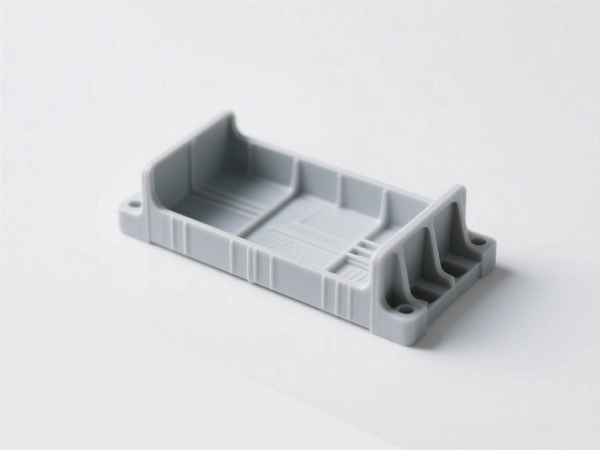
Insulating End Plate

High Voltage Connector Insulation
Power Distribution System Parts

Under-hood Components

Automotive Bracket Parts

Automotive Bracket Parts
Automotive Bracket Parts
FAQ
“What are the specific challenges that BMC materials face in the mold design of motor components?”
The challenges posed by BMC (bulk molding compound) in motor component mold design primarily stem from its material properties and process requirements.
First, BMC contains 30-50% glass fiber, causing severe wear on mold steel, especially at the gate and cavity surfaces. Ordinary mold steel may have a lifespan of less than 5,000 cycles. The solution is to use pre-hardened high-chromium steel (such as 1.2344) or hard alloy inserts with special surface treatments, extending the lifespan to over 50,000 cycles.
Second, BMC’s high viscosity and low flowability require a more scientifically designed gating system to avoid excessive flow resistance leading to incomplete filling or uneven fiber orientation. We typically use special gates and large-diameter runners to ensure smooth material flow.
Third, the BMC curing process releases a significant amount of heat, necessitating an efficient thermal management system for the mold, including precise temperature zone control and rapid cooling channels to prevent localized overheating and deformation.
Fourth, BMC’s shrinkage rate is unstable and requires accurate prediction through mold flow analysis, with compensation factors incorporated into the design.
Furthermore, the unsaturated polyester resin in BMC is highly corrosive, necessitating anti-corrosion treatment of the mold surface. Venting design is also crucial; the curing process of BMC generates a large amount of gas, and a micro-venting system combined with vacuum-assisted venting can prevent gas marks or scorching on the product. These challenges require BMC mold designers to not only be proficient in mold engineering but also possess a deep understanding of material properties and motor application requirements to achieve high-performance, long-life solutions.
“What are the fundamental differences between BMC molds and standard thermoplastic injection molds?”
BMC molds differ fundamentally from standard thermoplastic injection molds in their working principles, structural design, and material selection.
First, BMC is a thermosetting material that solidifies under high temperature and pressure through an irreversible chemical reaction, while thermoplastic materials only undergo a physical state change. This means BMC molds must withstand sustained high temperatures (150-200°C), while thermoplastic molds experience greater temperature fluctuations.
Second, the curing process of BMC releases a large amount of gas, requiring a more complex venting system; the number of venting channels is 3-5 times that of thermoplastic molds.
Third, BMC material has high viscosity and contains 30% glass fiber, requiring higher injection pressure and optimized runner design; the gate size is typically 50% larger than that of thermoplastics.
Fourth, BMC mold steel requires higher hardness and corrosion resistance; conventional P20 steel cannot meet these requirements.
Fifth, BMC molds typically use compression or transfer molding rather than pure injection molding, requiring additional feeding chambers and pressure transfer systems in their structure.
Sixth, BMC molds have more stringent surface treatment requirements, necessitating composite coatings that are resistant to chemical corrosion and highly wear-resistant.
Finally, BMC mold temperature control systems are more complex, requiring precise zoned temperature control to manage exothermic reactions. These fundamental differences typically increase BMC mold development costs by 30-50%, but ensure the high insulation and dimensional stability required for electrical components.
"What is the standard maintenance cycle for BMC molds?"
The maintenance cycle for BMC molds is a key factor in ensuring long-term stable production. We recommend implementing a four-level maintenance system: Daily maintenance (every downtime) includes cleaning venting channels, inspecting guide components, and applying rust inhibitor; Weekly maintenance (every 40-50 hours of operation) includes inspecting the heating system, checking for loose fasteners, and measuring critical dimensions; Monthly maintenance (every 200-250 hours) includes thoroughly cleaning the runner system, inspecting surface coating wear, and calibrating temperature sensors; Annual major maintenance includes complete disassembly, non-destructive testing for internal cracks, replacement of vulnerable parts, and resurfacing.
Key maintenance metrics: Venting clearances should be inspected every 10,000 mold cycles; the gate area should be repaired every 15,000 mold cycles; and the cavity surface should be repolished every 50,000 mold cycles. We provide our customers with a digital maintenance log system that automatically reminds them of maintenance times and records details of each maintenance session.
“How long does BMC mold development typically take, and how can it be accelerated?”
The standard development cycle for high-quality BMC molds is 8-12 weeks, 20-30% longer than ordinary injection molds, mainly due to material properties and precision requirements.
The development process includes: requirements analysis (3-5 days), 3D design (7-10 days), Moldflow simulation (3-5 days), steel procurement (5-15 days, depending on the availability of special steels), rough machining (5-7 days), heat treatment (2-3 days), finish machining (7-10 days), assembly (3-5 days), and trial molding and optimization (5-7 days).
We accelerate this process through four core technologies: First, we employ concurrent engineering methods, with design and procurement proceeding simultaneously; second, we utilize a modular design library, allowing 30% of standard components to be directly called upon; third, we use high-speed machining centers to reduce machining time by 25%; and fourth, we implement virtual trial molding technology, reducing the number of physical trial moldings by 30%.
For urgent projects, we offer a “fast track” service, which prioritizes production, extends working hours, and streamlines approval processes, enabling the delivery of moderately complex BMC molds within 5-6 weeks. However, it is important to note that excessively compressing heat treatment and stress relief time can lead to premature mold failure. We always adhere to uncompromising critical process steps to ensure a balance between mold quality and lifespan.
“Why is BMC material more advantageous than thermoplastic materials in motor insulation components?”
BMC (Bipolar Metallic Molding Compound) offers five key advantages over thermoplastic materials (such as PA and PBT) in motor insulation components.
First, BMC’s heat distortion temperature (>250°C) is significantly higher than that of thermoplastic materials (typically <150°C), allowing it to withstand high-temperature environments under motor overload.
Second, after curing, BMC forms a cross-linked network structure, enabling long-term use at temperatures up to 155-180°C, while thermoplastic materials gradually soften with increasing temperature.
Third, BMC’s coefficient of thermal expansion is closer to that of metallic components, reducing interfacial stress caused by thermal cycling and preventing insulation failure.
Fourth, BMC exhibits excellent arc resistance, capable of withstanding partial discharges in high-voltage motors, while the CTI (Coefficient of Thermal Expansion) of thermoplastic materials is typically between 100-600V.
Fifth, BMC achieves a UL94 V-0 flame retardancy rating, eliminating the need for added flame retardants and avoiding performance degradation caused by flame retardant migration in thermoplastic materials.
Furthermore, BMC’s low water absorption ensures insulation stability in humid environments, while materials like nylon can absorb up to 8% of their moisture. Our BMC formulation also incorporates special fillers to further enhance thermal conductivity and aid in motor heat dissipation. These properties make BMC an ideal material for high-efficiency motor insulation end plates, slot wedges, and connectors, widely used in a range of high-end motors, providing reliable insulation protection for up to 20 years.
“How to assess the return on investment (ROI) of BMC molds?”
The direct costs of BMC molds include: mold development (25-30%), equipment investment (20-25%), material costs (35-40%), and maintenance costs (8-12%). Direct benefits come from: reduced unit cost (30-40% vs. metal parts), increased production efficiency (50-100 pieces/hour), and reduced scrap rate (from 15% to 3-5%).
Indirect value includes: 40-60% weight reduction (improving motor efficiency by 1-3%), increased design freedom (integrated functions reduce assembly), and simplified supply chain (reduced number of parts).
We provide our clients with an ROI calculator tool. After inputting product parameters, it automatically generates 12 KPI indicators, including the break-even point (typically 8-12 months), annualized return on investment (typically 35-45%), and payback period.
For automotive industry clients, we also calculate CO2 emission reduction value—each kilogram of BMC replacing metal reduces CO2 emissions by 1.8 kg, contributing to sustainable development. These comprehensive assessments help clients move beyond initial cost thinking and see the strategic value of BMC molds in terms of product performance, sustainability, and long-term competitiveness.
“How can you assess whether a BMC mold supplier has genuine professional experience?”
Assessing the professionalism of a BMC mold supplier should not be limited to looking at their equipment list. Instead, it should involve a deep examination of their understanding of material properties, their ability to anticipate potential problems, and their systematic solutions.
First, observe the focus of their technical communication: A professional supplier will first discuss the specific grade of BMC material, filler ratio, and key performance requirements of the product, and proactively inquire about production conditions such as clamping force and heating power, rather than rushing to provide a quote.
Second, examine the depth of their design output: True experts will provide design solutions including mold flow analysis reports, clearly demonstrating the filling pattern, fiber orientation prediction, weld line location, areas prone to air trapping, and corresponding venting/cooling solutions.
Third, examine their ability to coordinate materials and processes: Can they provide a validated initial process parameter window and commit to collaborative debugging to a stable state during the trial molding phase?
Finally, verify their quality assurance measures: Do they possess high-precision machining and testing equipment? Can they commit to and verify the critical dimensional accuracy and lifespan indicators of the mold?
A professional BMC mold supplier is essentially your technical partner in overcoming material and process challenges.
FAQ
“What are the specific challenges that BMC materials face in the mold design of motor components?”
The challenges posed by BMC (bulk molding compound) in motor component mold design primarily stem from its material properties and process requirements.
First, BMC contains 30-50% glass fiber, causing severe wear on mold steel, especially at the gate and cavity surfaces. Ordinary mold steel may have a lifespan of less than 5,000 cycles. The solution is to use pre-hardened high-chromium steel (such as 1.2344) or hard alloy inserts with special surface treatments, extending the lifespan to over 50,000 cycles.
Second, BMC’s high viscosity and low flowability require a more scientifically designed gating system to avoid excessive flow resistance leading to incomplete filling or uneven fiber orientation. We typically use special gates and large-diameter runners to ensure smooth material flow.
Third, the BMC curing process releases a significant amount of heat, necessitating an efficient thermal management system for the mold, including precise temperature zone control and rapid cooling channels to prevent localized overheating and deformation.
Fourth, BMC’s shrinkage rate is unstable and requires accurate prediction through mold flow analysis, with compensation factors incorporated into the design.
Furthermore, the unsaturated polyester resin in BMC is highly corrosive, necessitating anti-corrosion treatment of the mold surface. Venting design is also crucial; the curing process of BMC generates a large amount of gas, and a micro-venting system combined with vacuum-assisted venting can prevent gas marks or scorching on the product. These challenges require BMC mold designers to not only be proficient in mold engineering but also possess a deep understanding of material properties and motor application requirements to achieve high-performance, long-life solutions.
“What are the fundamental differences between BMC molds and standard thermoplastic injection molds?”
BMC molds differ fundamentally from standard thermoplastic injection molds in their working principles, structural design, and material selection.
First, BMC is a thermosetting material that solidifies under high temperature and pressure through an irreversible chemical reaction, while thermoplastic materials only undergo a physical state change. This means BMC molds must withstand sustained high temperatures (150-200°C), while thermoplastic molds experience greater temperature fluctuations.
Second, the curing process of BMC releases a large amount of gas, requiring a more complex venting system; the number of venting channels is 3-5 times that of thermoplastic molds.
Third, BMC material has high viscosity and contains 30% glass fiber, requiring higher injection pressure and optimized runner design; the gate size is typically 50% larger than that of thermoplastics.
Fourth, BMC mold steel requires higher hardness and corrosion resistance; conventional P20 steel cannot meet these requirements.
Fifth, BMC molds typically use compression or transfer molding rather than pure injection molding, requiring additional feeding chambers and pressure transfer systems in their structure.
Sixth, BMC molds have more stringent surface treatment requirements, necessitating composite coatings that are resistant to chemical corrosion and highly wear-resistant.
Finally, BMC mold temperature control systems are more complex, requiring precise zoned temperature control to manage exothermic reactions. These fundamental differences typically increase BMC mold development costs by 30-50%, but ensure the high insulation and dimensional stability required for electrical components.
"What is the standard maintenance cycle for BMC molds?"
The maintenance cycle for BMC molds is a key factor in ensuring long-term stable production. We recommend implementing a four-level maintenance system: Daily maintenance (every downtime) includes cleaning venting channels, inspecting guide components, and applying rust inhibitor; Weekly maintenance (every 40-50 hours of operation) includes inspecting the heating system, checking for loose fasteners, and measuring critical dimensions; Monthly maintenance (every 200-250 hours) includes thoroughly cleaning the runner system, inspecting surface coating wear, and calibrating temperature sensors; Annual major maintenance includes complete disassembly, non-destructive testing for internal cracks, replacement of vulnerable parts, and resurfacing.
Key maintenance metrics: Venting clearances should be inspected every 10,000 mold cycles; the gate area should be repaired every 15,000 mold cycles; and the cavity surface should be repolished every 50,000 mold cycles. We provide our customers with a digital maintenance log system that automatically reminds them of maintenance times and records details of each maintenance session.
“How long does BMC mold development typically take, and how can it be accelerated?”
The standard development cycle for high-quality BMC molds is 8-12 weeks, 20-30% longer than ordinary injection molds, mainly due to material properties and precision requirements.
The development process includes: requirements analysis (3-5 days), 3D design (7-10 days), Moldflow simulation (3-5 days), steel procurement (5-15 days, depending on the availability of special steels), rough machining (5-7 days), heat treatment (2-3 days), finish machining (7-10 days), assembly (3-5 days), and trial molding and optimization (5-7 days).
We accelerate this process through four core technologies: First, we employ concurrent engineering methods, with design and procurement proceeding simultaneously; second, we utilize a modular design library, allowing 30% of standard components to be directly called upon; third, we use high-speed machining centers to reduce machining time by 25%; and fourth, we implement virtual trial molding technology, reducing the number of physical trial moldings by 30%.
For urgent projects, we offer a “fast track” service, which prioritizes production, extends working hours, and streamlines approval processes, enabling the delivery of moderately complex BMC molds within 5-6 weeks. However, it is important to note that excessively compressing heat treatment and stress relief time can lead to premature mold failure. We always adhere to uncompromising critical process steps to ensure a balance between mold quality and lifespan.
“Why is BMC material more advantageous than thermoplastic materials in motor insulation components?”
The core indicators for precision inspection of motor molds fall into three main categories: geometric accuracy, functional accuracy, and process stability. For geometric accuracy, the primary focus is on the stator/rotor slot dimensions. A coordinate measuring machine (CMM) is used to measure slot width, slot spacing, and concentricity, with an accuracy requirement of ±0.005mm. The flatness and perpendicularity of the stacked iron core are also crucial; a laser scanner can quickly acquire three-dimensional data.
Functional accuracy inspection is more complex, including magnetic performance verification: iron loss, magnetic flux density, and stacking factor are measured using a dedicated test bench. A high-quality mold should achieve a stacking factor of over 95%.
Dynamic balancing is critical for rotor molds; the imbalance must be controlled below 0.5 g·cm. Process stability is achieved through SPC (Statistical Process Control), with the critical dimension CPK value greater than 1.67.
In terms of inspection methods, we adopt a hierarchical strategy: first-piece full-size inspection (using a CMM and optical comparator); automated online inspection during production (sensors installed inside the mold monitor key points in real time); and periodic downtime depth inspection (once a week). For BMC motor components, additional electrical performance tests are required, such as withstand voltage testing (2500V/1min) and insulation resistance measurement (>100MΩ).
Furthermore, we establish a “mold file” to record data from each test, analyze it promptly, and predict future needs. While this comprehensive testing system increases upfront costs, it significantly reduces production risks for our customers.
“How to assess the return on investment (ROI) of BMC molds?”
The direct costs of BMC molds include: mold development (25-30%), equipment investment (20-25%), material costs (35-40%), and maintenance costs (8-12%). Direct benefits come from: reduced unit cost (30-40% vs. metal parts), increased production efficiency (50-100 pieces/hour), and reduced scrap rate (from 15% to 3-5%).
Indirect value includes: 40-60% weight reduction (improving motor efficiency by 1-3%), increased design freedom (integrated functions reduce assembly), and simplified supply chain (reduced number of parts).
We provide our clients with an ROI calculator tool. After inputting product parameters, it automatically generates 12 KPI indicators, including the break-even point (typically 8-12 months), annualized return on investment (typically 35-45%), and payback period.
For automotive industry clients, we also calculate CO2 emission reduction value—each kilogram of BMC replacing metal reduces CO2 emissions by 1.8 kg, contributing to sustainable development. These comprehensive assessments help clients move beyond initial cost thinking and see the strategic value of BMC molds in terms of product performance, sustainability, and long-term competitiveness.
“How can you assess whether a BMC mold supplier has genuine professional experience?”
Assessing the professionalism of a BMC mold supplier should not be limited to looking at their equipment list. Instead, it should involve a deep examination of their understanding of material properties, their ability to anticipate potential problems, and their systematic solutions.
First, observe the focus of their technical communication: A professional supplier will first discuss the specific grade of BMC material, filler ratio, and key performance requirements of the product, and proactively inquire about production conditions such as clamping force and heating power, rather than rushing to provide a quote.
Second, examine the depth of their design output: True experts will provide design solutions including mold flow analysis reports, clearly demonstrating the filling pattern, fiber orientation prediction, weld line location, areas prone to air trapping, and corresponding venting/cooling solutions.
Third, examine their ability to coordinate materials and processes: Can they provide a validated initial process parameter window and commit to collaborative debugging to a stable state during the trial molding phase?
Finally, verify their quality assurance measures: Do they possess high-precision machining and testing equipment? Can they commit to and verify the critical dimensional accuracy and lifespan indicators of the mold?
A professional BMC mold supplier is essentially your technical partner in overcoming material and process challenges.
Partner with Us. Engineer Your Success.
- Get Your Motor Efficiency Analysis Report
- Download Motor Mold Guide
- Talk to a Molding Expert
- No.2, South Huatai East Road, Caosan PioneerPark,ZhongShan,Guangdong,China
- +86 13326981626
- ocean.h@wanglai.cn
CAPABILITIES




Copyright ©2025 Wontech | Powered by Wontech.All Rights Reserved.